

焊接衬垫(焊接衬垫都有什么种类的)
埋弧焊时对无法使用衬垫的焊缝没必要封底
1、埋弧焊时对无法使用衬垫的焊缝没必要封底是对的。注意事项如下:(1)埋弧自动焊机的小车轮子要有良好绝缘,导线应绝缘良好,工作过程中应理顺导线,防止扭转及被熔渣烧坏。(2)控制箱和焊机外壳应可靠的接地(零)和防止漏电。
2、)手工焊封底埋弧自动焊。对无法使用衬垫的焊缝,可先行用手工焊进行封底,然后再采用埋弧焊。3)悬空焊。悬空焊一般用于无破口、无间隙的对接焊,它不用任何衬垫,装配间隙要求非常严格。
3、手工焊封底埋弧自动焊。对无法使用衬垫的焊缝,可先行用手工焊进行封底,然后再采用埋弧焊。悬空焊。悬空焊一般用于无破口、无间隙的对接焊,它不用任何衬垫,装配间隙要求非常严格。
二保焊衬垫打底焊接时停的时候有冷缩空是怎么回事?
二氧化碳气体保护焊不可以用来做打底焊,打底焊是多层焊接中最关键的地方,只能用最可靠的方法来做。二氧化碳气体保护焊在使用的时候会导致气孔变大,焊接缝隙气孔的存在,会直接影响焊缝质量。
不允许打底焊后长时间放置,以免在焊接应力的作用下,引起焊缝的纵向裂纹。每层的焊接应保持焊分发连续性,不允许焊一段好一段,造成每道卡码出的断头、焊瘤等缺陷。
二保焊焊接出现单个或几个大气孔时一般的原因是焊接参数不当,如焊接电流过大,收弧不当,造成缩孔。这是常见原因。除此,还有保护不良,工件表面锈迹过多,多层多道焊接参数设定不对等原因。
气保焊衬垫背面缺陷有哪些
陶瓷衬垫气保焊焊全熔透角焊缝出裂纹的原因如下:度不均匀:焊接时如果温度不均匀,会引起焊缝局部过热或者过快冷却,导致焊接缺陷产生。
电能消耗小,使用成本低。多采用风扇强制冷却,散热强,一般有过载保护、过压、欠压保护、缺相保护、输出过电流保护等,许多采用IGBT逆变技术,性能稳定。
二氧化碳(CO2)气体保护焊焊缝的内部缺陷主要有:未熔合、未焊透、裂纹、内部气 孔、夹渣等,焊缝内部缺陷的产生对焊接结构的安全使用性能有极大的隐患,尤其是裂纹(含冷裂纹及热裂纹)对焊接结构安全的影响更为深远。
规范太弱,焊条过细,运条不当等会导致未焊满。烧穿:是指焊接过程中,熔深超过工件厚度,熔化金属自焊缝背面流出,形成穿孔性缺。其他表面缺陷:(1)成形不良指焊缝的外观几何尺寸不符合要求。
常见的外观缺陷有咬边、焊瘤、凹陷及焊接变形等,有时还有表面气孔和表面裂纹。单面焊的根部未焊透等。
贴衬垫的就是单面焊双面成形只刨未融透,有气孔,夹渣等等缺陷的地方。
钢衬垫焊接后要取下来吗
1、焊接垫板是从工艺上来考虑的,视情况决定,不一定非要去悼。垫板的用途:对于难以进行双面施焊时可设置垫板进行单面焊。或板厚虽薄但对焊缝要求较高时也可设垫板。垫板主要作用是有利于提高焊接质量。
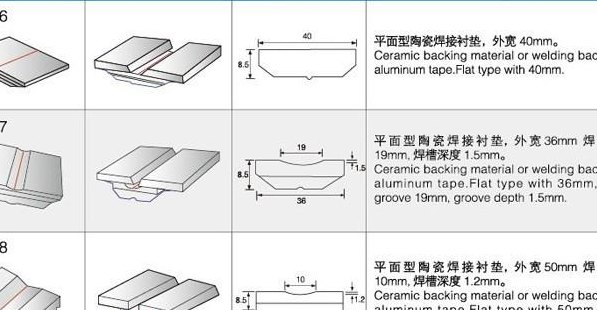
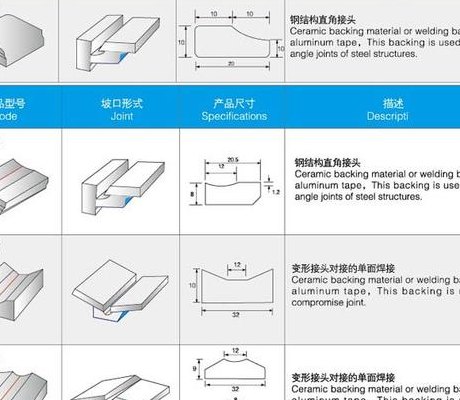
2、焊接中的衬垫都有陶瓷、钢以及铜垫板。焊接工艺装备焊中的一种,是为保证接头根部焊透和焊缝背面成形,沿接头背面预置的一种衬托装置。
3、因此是不能使用的。焊要必须停下来,铲除焊渣,取下焊条头,换上新焊条,然后才能重新开始焊接。另一个缺点是填充材料的利用率很低。焊条头导致的损失以及药皮导致的损失使焊条的利用率仅仅达到65%左右。
4、高强螺栓连接的部位是不允许焊接的。安装螺栓不是所有的孔都要安装,安装调整后就可以逐个用高强螺栓替换掉安装螺栓。如果是焊接连接,焊接后安装螺栓不必取下来。如果焊接在安装时直接进行可能造成安装误差无法调整。
5、焊接完成并完全冷却后,可采用火焰切割、碳弧气刨或机械等方法除去引弧板、引出板,并应修磨平整,严禁用锤击落。1钢衬垫板应与接头母材密贴连接,其间隙不应大于5mm,并应与焊缝充分熔合。
焊接衬垫能用石棉布吗?
耐高温石棉布可以用在防火材料中,在发生小型火灾时使用耐高温石棉布可以迅速将火扑灭。小编这里主要讲解下耐高温石棉布性能和规格参数。
省事,应用很普遍,但并非万能。一些本来不该用电焊修理 的零部件,应尽量避免用电焊来修复。十防无证操作、高空作业不注意安全。接周围和下方应 采取防火措施,并应设专人监护。
无尘石棉布 用无绳石棉线经纬交织而成。用于管道保温、隔热材料,也可制成手套、工作服及橡胶衬垫材料等。无尘石棉布优点:无尘石棉布为良好的保温、隔热、防火及密封材料,质量可靠,性能稳定。
焊接中的衬垫都有陶瓷、钢以及铜垫板。焊接工艺装备焊中的一种,是为保证接头根部焊透和焊缝背面成形,沿接头背面预置的一种衬托装置。
焊接后的焊缝应稍高出铸铁件表面,并将溢在焊缝外的熔渣重新熔化,待降温到半熔化状态时,用焊丝沿铸件表面将高出部分刮平。
石棉纤维在沥青中可以提高沥青的软化温度及降低其在低温下的脆性。
")
")
")
")
")
")
")
")