

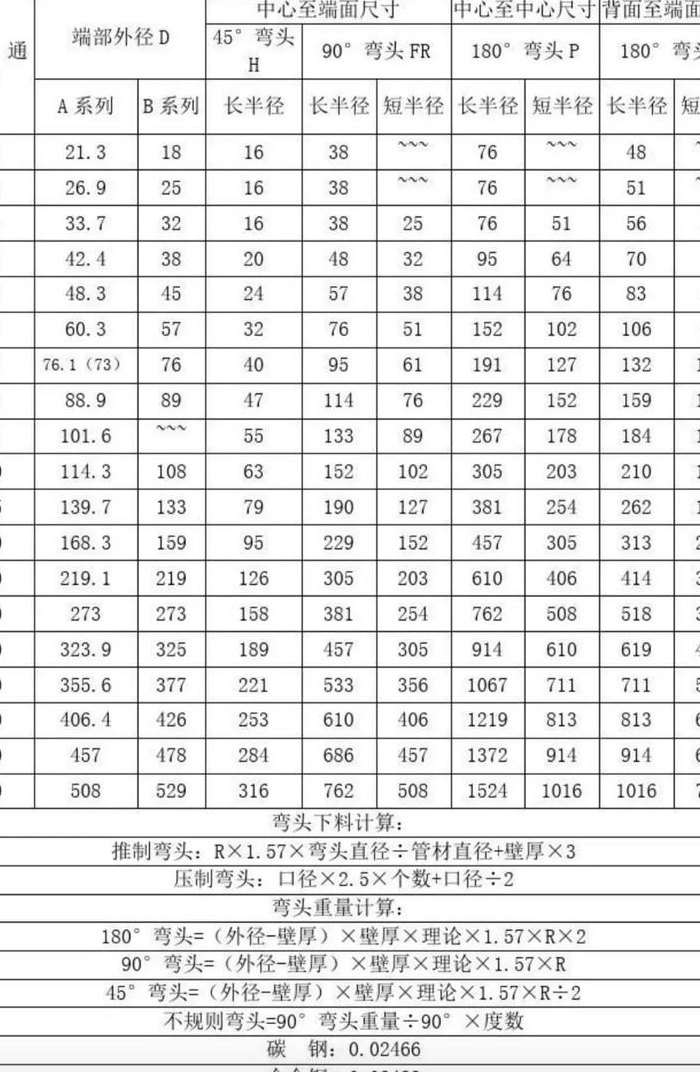
弯管半径模具对照表图(弯管弯曲半径规格表)
弯管分哪几种?
1、弯管按其制作方法不同,可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管又分为冷煨和热煨两种。本章着重介绍常用煨管设备的结构特点、性能及操作等方面的知识,以及煨制弯管的下料计算。01弯管的一般知识弯管是改变管道方向的管件。在管子交叉、转弯、绕梁等处,都可以看到弯管。
2、弯管的分类可以根据不同的标准进行划分,以下是几种常见的分类方式: 材质划分:碳钢:包括ASTM/ASME A234 WPB、WPC等标准,如15Mo35CrMoV等。合金钢:如ASTM/ASME A234 WP1-WP12等,以及低温钢ASTM/ASME A402 WPL3-WPL6。不锈钢:包括WP304系列、WP316系列、WP321系列、WP347系列等。
3、答案明确 PVC管可以通过物理弯曲、热弯曲等方式进行弯管。详细解释 物理弯曲法:物理弯曲是最简单直接的方式。只需将PVC管固定在一个稳定的支架上,使用手工工具或者机械力量,缓慢地对管子进行弯曲,直至达到所需的弯曲角度。此种方法适用于直径较大、材质较硬的PVC管。
4、常用的弯管方法有两种:一种是热弯;一种是冷弯。热弯就是用干净、干燥的根据弯管管径选好的砂子充满被弯管内,经敲打震实然后加热管子,利用一定的专用工具将原直管弯成一定角度的管子。冷弯是按管径和弯曲半径选用弯管机胎具,在弯管机上将管子弯成所需角度。
5、根据材质的不同,室内采暖管道弯管主要分为塑料弯管和金属弯管两种。塑料弯管具有耐腐蚀、重量轻、安装方便等特点;金属弯管则具有较高的强度和耐久性,适用于高温高压的采暖系统。功能特点 方向改变:弯管能够改变管道的方向,使采暖管道能够适应不同的空间布局。
6、根据曲率半径的不同,分为长半径弯头(R=5D)和短半径弯头(R=0D),其中长半径弯头更适用于高压管道系统,短半径弯头则适用于管径较小或空间有限的情况。最后,按压力等级划分,弯管大致有十七种等级,与美国管子标准相符,如Sch5s、Sch10s到XS等,其中STD和XS是最常用的两个等级。

谁知道弯板和弯管的展开尺寸的计算公式?
1、弯板和弯管的展开尺寸计算是管道安装中的重要环节。计算公式为:弯曲半径乘以圆周率14,再除以圆周360,最后乘以弯曲角度,即得到弯管部分的实际长度,再加上两边直线段,误差通常不超过1mm。具体公式如下:L=πaR/180=0.01745aR,其中L表示弯曲部分的展开长度,单位为毫米。
2、材料不同,板厚不同,采用的折弯模具不同,折弯系数也不同。
3、首先按正常步骤装好第一个螺丝钉,约束条件:轴对齐,匹配,确定。采用“重复”命令,选中第一步装配好的螺钉→编辑→重复,出现以下对话框地。
4、有压弯,滚弯,压延及水火弯板。 56;影响弯曲成型的因素有哪些? 弯曲力,弹复现象,最小弯曲半径,断面形状。 57:如何确定弯曲力的大小? 根据被弯材料的机械性能,弯曲方式和性质,弯曲件的形状。 58:影响弯曲弹复的因素有哪些? 被弯材料的机械性能,材料的相对弯曲半径,弯曲角和一些其他因素。
5、(l) 展平:将一个弯曲的板筋件展开成一个平面图形,可按照用户定义的方式进行。(2) 弯:将一个平面图形弯成原来板筋件的弯曲状态。 Pro/SHEETMETAL包括当进行放平操作时参照一系列弯现表的功能。弯曲允许量是材料厚度、材质、半径和角度的函数。表格可以由外部生成并使用 Bend Table命令进行修改。
6、:常用的展开方法有什么?有平行线法、放射线法、三角形法。39:球面的分割方式通常有什么?有分带法、分块法、分瓣法。40:板厚处理的主要内容是什么?确定弯曲件的中性层和消除板厚干涉。41:角钢弯曲件的料长按什么计算?按重心层计算。
请问这个弯管模具怎么做啊
1、你这个图与油管很像,可以做简单的仿形轮摸(轮摸可以取出)来弯。考虑到回弹,轮摸半径可以设为R13,起弯夹持端为右端。由于最后一弯剩余段太短,可能会出现管子明显变扁,最好有一个较短的(25mm以上)余量,切掉余量后的圆度会好很多。
2、首先,圆管压弯模具的设计需要依据所需弯管的具体规格,包括管子的直径、壁厚以及期望的弯曲半径和角度。这些因素直接影响了模具的几何形状和尺寸。例如,对于较小直径的管子,模具的弯曲半径可以相应减小,而对于壁厚较大的管子,则需要考虑模具在弯曲过程中如何防止管子内侧起皱或外侧过度变薄。
3、设计模具 塑料弯管的成型离不开模具的制作。首先,需要根据弯管的规格和要求设计出相应的模具。模具的设计要确保塑料在加热后能够顺利流入模具的每一个角落,从而得到预设的弯管形状。材料选择与准备 选择合适的塑料材料是弯管成型的关键。选定材料后,需要将其切割成适当的尺寸,以便后续的加工。
弯管使用方法
弯管器适用于弯制直径不超过20mm的金属管,其结构如图9-3所展示。 使用弯管器时,需将待弯曲的金属管放置在带有导槽的固定轮和固定杆之间。 接着,用活动杆上的导槽对准管子,并通过固定杆将管子固定到位。 握住活动杆的手柄,顺时针方向转动,使管子沿着导槽弯曲成所需的形状。
弯管器的使用方法:弯曲铜管时,要先用气焊火焰把铜管加热退火,在空气中自然冷却后,再用弯管器进行弯曲。
热塑弯曲:这种方法通过加热塑料管使其软化,然后将其弯曲成所需的形状。可以使用热塑弯管机或热风机等加热工具。 冷却固定:在塑料管达到所需弯曲程度后,应立即对其进行冷却以固定形状。使用物理方法弯管 手动弯曲:对于较小直径的塑料管,可以直接用手弯曲。
使用弯管器时,首先要做好准备工作,根据管材的材质、管径和所需弯曲半径选择合适的弯管器,并检查其是否完好无损,同时准备好要弯曲的管材,确保管材表面平整、无裂缝等缺陷。接着固定管材,将管材放置在弯管器的工作台上,使用夹具或其他固定装置将管材牢固固定,防止在弯曲过程中管材移动。
弯管器使用方法 弯管器就是弯曲紫铜管的专用工具。弯管器的结构和使用方法:把退过火的紫铜管(部分铜管需要)放入带导槽的固定轮与固定杆之间,然后用活动杆的导槽导住铜管,用固定杆紧固住铜管,手握活动杆柄顺时针方向平稳转动。这样,紫铜管便在导槽内弯曲成特定的形状。
使用弯管器时,首先需要用气焊火焰对铜管进行加热退火,然后让其自然冷却。接着,使用弯管器对铜管进行弯曲。 不同管径的铜管需要选择不同规格的弯管器。为了防止管子内侧凹瘪,弯曲半径应不小于管径的5倍。 在操作时,将搭扣固定在管子上,然后慢慢旋转柄杆,使管子逐渐弯曲。
方管、圆管的弯管R最小能弯尺寸如何计算
1、就是弯头弯曲部分的中心线的曲率半径,比如用来加工弯头的管材外径D等于100㎜,那么对于R=5D的中心线曲率半径就是150㎜。弯曲部分最小和最大曲率半径分别是就是150-100÷2和150+100÷2。
2、对于20*20MM的方管,当壁厚为0MM时,无芯弯管的最小弯曲半径R为72mm,穿芯弯管的最小弯曲半径R为36mm。这些变形的百分比不应超过8%。 对于直径为20MM、壁厚为0.8MM的圆管,无芯弯管的最小弯曲半径R为76mm,穿芯弯管的最小弯曲半径R为30mm。同样,这些变形的百分比也不应超过8%。
3、对于20×20MM的方管,当壁厚为0MM时,若采用无芯弯管,最小弯曲半径为R 72mm;而采用穿芯弯管时,最小弯曲半径为R 36mm。在任何情况下,变形率均不应超过8%。 对于直径为20MM、壁厚为0.8MM的圆管,无芯弯管的最小弯曲半径为R 76mm,穿芯弯管的最小弯曲半径为R 30mm。
4、管道弯头的弯曲半径R,就是这段弯管中心线对应的曲率半径。一般以管径的倍数确定。如:热压弯头一般是一到两倍弯的,火煨弯管一般是三到四倍弯,这样的弯曲倍率多用于低压管线。电厂的高压蒸汽管道的弯曲半径要根据图纸要求确定,一般是六到十倍弯的。
5、以后碰到了直接用外尺寸 A+B-K 求解就好了 至于方管圆管,一般情形。最多只能做打的圆弧,利用专门工具。因为折弯机可能压力不够,还有就是折弯解除是一条线,对于折弯后的管材美观度不够 方管直角那种建议是直接拼焊,圆弧可以利用弯管机弯 弯管机弯的时候,一中心线不变原则。
6、举例:18018010t方管的R角是多少正常情况下冷弯方管18018010mm的圆弧半径为28毫米。冷拔直出的方管18018010的圆弧半径在20左右。还有就是根据客户要求做出来的在特殊方管。这个圆弧半径可以做到5毫米左右吧。
自制最简单的弯管工具
1、准备丝杆:丝杆可在五金店购得,亦可自行使用车床加工。直径大小无严格要求,但需视管材大小及弯管时所需力度而定。 制作手架:手架构造简单,用扁铁焊接即可。 准备螺丝:选用标准的六角螺母,主要用于调节丝杆。 制作滑块:滑块由扁铁焊接而成,两侧设有护边,用于在手架内滑动固定。
2、自制最简单的弯管工具方法如下:薄壁管手动弯管机。丝杆。丝杆可以在五金店买到,当然也可以自己用车床加工出来。直径粗细并没有太严格的限制,如果弯的管稍微大些,可以选用直径粗的丝杆,这个主要看自己弯管的受力大小。手架。手架非常简单,用扁铁焊接就可以。螺丝。
3、手工弯管的笨办法就是使用简单的工具,如木槌、沙子或者弯管弹簧,配合热处理进行塑形。准备好需要弯曲的管材,尽量选择易于塑形的材料。然后,你可以使用木槌在需要弯曲的位置轻轻敲打,使其逐渐弯曲到所需的角度。但这种方法需要小心操作,以免管材出现裂痕或者折断。
4、小铁管做弧度可以通过手工工具或自制简易弯管机来实现。对于直径较小、长度不超过一米的小铁管,可以直接使用手工工具如吊环、卡钳和锤子来制作弧度。具体步骤包括将铁管插入吊环或卡钳中,尽量靠近需要弯曲的位置,然后用锤子轻轻敲打管子,使其逐渐弯曲成所需的弧形。
5、弯管通常需要使用专门的弯管工具,市场上有许多种类的弯管工具,选择哪种工具取决于你想要的弯管半径。如果你希望自己制作弯管工具,可以尝试制作一个简单的工具,只需要准备两个圆盘,确保材料为304不锈钢,因为这种材料在一般情况下不需要加热即可弯曲。
")
")
")
")
")
")
")
")