

冲压机压力对照表图(压力机冲压力计算公式)
冲床的公称压力是怎么计算出来的?都是和什么因素有关?
飞轮起储存能量的作用,冲力的大小,需要根据电机功率及其传动力矩的大小,还有传动比,进行计算。曲轴在转动一周的过程中,给予连杆的力是不均衡的,为了均衡冲力,加飞轮,在曲轴施加力最大时储存一部分能量,当曲轴转至接近死点时放出能量。
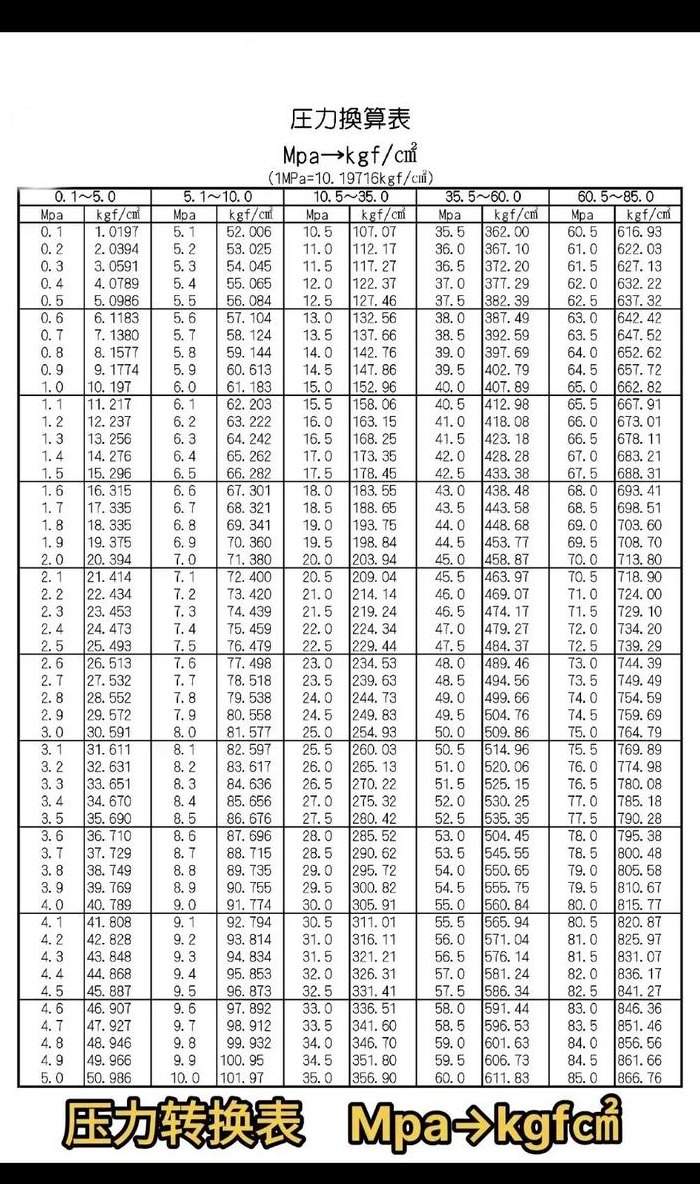
冲床冲孔、落料吨位计算公式:P=ltτ=0.8ltRm,式中P为冲裁力,单位N,l为零件的冲压周边长度,单位mm,t为零件的厚度,单位mm,τ为冲压材料的抗剪强度,单位兆帕(MPa),Rm为冲压材料的抗拉强度,单位兆帕(MPa)。
其次,冲压材料的抗剪强度和抗拉强度对冲压力的计算至关重要。因此,选择合适的材料和设计合理的冲压周边长度是确保冲压效果的关键。此外,操作者的技能和经验也会影响冲压作业的精度和安全性。
公称压力角和公称力行程的设定需要根据具体加工需求来确定。例如,在需要较大作用力的场合,可以选择公称压力角较大的小型冲床;而在需要高精度加工的场合,则应选择公称压力角较小的大型冲床。
在了解45吨冲床能够加工多厚材料之前,我们先来看一下12吨冲床的特性。这类冲床通常归类为中小型冲床,采用刚性离合器一级传动结构,其公称力行程大约为4毫米。这表明,在理论上,12吨冲床确实能够冲压厚度约为4毫米的钢板。
冲压机模具调试怎么进行?冲压机模具调试步骤流程
1、首先,需要对冲压机进行全面的检查和维护,确保其各项功能正常。其次,需要准备好调试所需的工具和设备,如调试夹具、测量工具等。最后,需要对模具进行检查和清洁,确保其无损坏和异物。安装模具将模具安装到冲压机上是调试的第一步。
2、调整模具间隙是校模的首要步骤,它关系到零件的形状和尺寸。通过精确控制间隙,可确保冲压出的零件符合规格。模具刃口角度的调整直接影响零件表面的质量,包括光洁度与精度。通过调整,能有效控制表面质量。模具压力的调整对零件厚度与密度的控制至关重要。通过优化压力,能实现对薄板冲压的精确控制。
3、首先,分析产品结构,确定是否需要在模具中设置回弹补偿。这取决于产品材料的特性和预期的回弹量。 如果模具设计已经完成,而在实际生产中遇到折弯角度不准确的问题,可以通过调整冲床的行程来微调产品的角度。
4、冲压模具的校模是确保冲压出的零件形状和尺寸准确的关键步骤。这项工作涉及调整和优化模具的多个参数,包括模具间隙、刃口角度、压力以及冲压速度和进给速度。通过对这些参数的精细调整,可以有效控制零件的表面质量、精度和尺寸。模具间隙直接影响冲压零件的形状和尺寸。
冲压机的吨位怎么计算的?
1、计算冲压件的使用吨位通常都是根据经验估算出来的。估算方法,比如一个直径90mm的圆法兰盘,8mm厚的冲压件:公式就是90×14×8×5得出来的就是冲压力。5代表的是常数项,板材的硬度。其他的诸如,方形冲压件冲压力:就是,边长×4×5×厚度。长形是:边长×边长×2×5×厚度。
2、对于方形冲压件,冲压力可以通过边长×4×5×厚度的公式计算;而对于长形件,则是边长×边长×2×5×厚度。这些计算公式确定了冲床的基本吨位。在理论计算方面,力F可以通过公式LTσb计算得出,其中L是切边线长度,T是料厚(单位为mm),而σb是材料的抗拉强度,可在相关手册中查找。
3、常用的计算公式包括P=S×T×F和冲床吨位=板材宽度×板材厚度×材料的抗拉强度×0.7÷1000。其中,P表示冲压吨位,S表示零件面积,T表示板料的厚度,F表示材料的抗拉强度。另一种公式为T=K×S×F,其中T为所需冲床吨位大小,K为材料硬度系数,S为材料的截面积,F为材料的拉伸强度。
4、冲床吨位 = 冲裁力 + 压料力 + 脱料力 + 成型力 冲裁力的计算公式为:P = T * L * K 其中,P表示冲裁力,T为材料厚度,L为冲裁周长,K为材料的抗剪强度系数。对于SECC、SPCC、SGCC材料,K的取值通常为330;而对于SUS材料,K取660。
5、如卸料、推件和顶料等。将计算出的基本吨位除以0.7的安全系数,得到的是机床所需的总吨位。 如果计算出的结果是98吨,通常会按照标准的机床吨位向上取整,例如取100吨。 对于冲裁和拉深类工艺的详细计算公式不太常用,通常依靠经验进行估算。
6、冲压模具中压力机、冲床吨位的选择是至关重要的,选得太大会导致成本浪费,选得太小则会影响冲压件的质量。合理选择冲床需进行吨位计算。冲床吨位计算公式如下:冲床吨位=冲裁力+压料力+脱料力+成型力。
")
")
")
")
")
")
")
")