

506焊条能焊铸铁吗(506焊条焊接方法技巧)
506焊条是否可以焊生铁
铸铁焊接,建议采用专业的铸铁焊接,不要胡乱用工艺去焊接,很容易出现裂纹,甚至让裂纹继续延展,造成不可挽回的损失。焊条的话,建议选用MG289,焊条接正极,这种焊条,热输出量很少,强度挺高,作为铸铁焊接修复,是个很好的选择。
是交直流两用碱性结构钢焊条,含碳量低,不适合焊高碳的铸铁。铸铁(不叫生铁)焊条有两种,一种是热焊(焊接时要预热)焊条,如铸208,是钢芯石墨化焊条。另一种是冷焊(焊接时不用预热)焊条,如铸308,它是镍基焊芯铸铁焊条。
灰口生铁断裂用J506的碳钢焊条可以焊接好,但是焊接工艺比较繁琐一些,并且焊接后的抗裂风险要比较大,一般适合非重要的铸铁件焊接,如果是重要的铸铁设备会选用抗裂性能优异的WEWELDING777铸铁焊条焊接。灰口铸铁变速箱壳子底脚断裂将断裂的裂纹清理足够的坡口深度,保证可以焊接深度就有足够的焊接强度了。
不可以。即使是勉强焊上去了久一点也会掉了的。因为506是碳钢的焊条,而生铁属铁碳合金的材质,碳量大于2%,脆,不能锻压。两种不属同一材质,而且生铁脆,再经过加热就容易开裂。
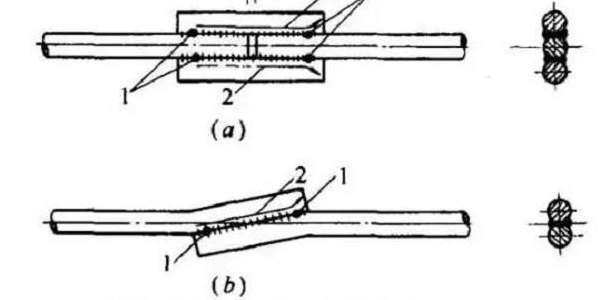
焊条焊接生铁和熟铁会有很大的裂纹风险,建议是采用可以适合焊接生铁与熟铁的焊条WEWELDING777焊条焊接,运用冷焊的工艺焊接,省却了热焊的焊接工艺,最主要的是具备焊接生铁与熟铁的好的抗裂性能。WEWELDING777使用工艺提示 焊前有必要做适当的表面清理,焊接接头最好斜切成一个U形的凹槽。
不重要的生铁与熟铁异种焊接可以 ,重要的工厂设备会考虑专用的抗裂性能好的WEWELDING777铸铁焊条焊接,并且焊接的工艺是冷焊工艺。焊条缠铜丝焊接生铁是原来资源很匮乏的时候的土办法,但是效果还不用热焊采用普通J506的电焊条直接焊接,那种缠铜丝的办法焊接生铁是很不推荐的。
电焊焊铸铁选用什么焊条506么
用506是可以 的,用气保焊也是可以 的。
。507焊条相对更稳定;506焊条在工作中容易产生气孔,受到三项应力(拉压)时,会出现裂纹。507焊条只能用于直流电源;506焊条是交直流两用,既可以用交流电源,也可以用直流电源。动载荷焊缝,可以选择碱性焊条506或507;而重要焊缝选择直流碱性焊条507。
是碱性焊条,普通焊条是酸性焊条。506焊条是用于焊接高碳钢的,普通焊条是焊低碳钢的 。CHE506NiLHR焊条是压力容器用钢专用低合金钢焊条,药皮含水量≤0.25%,X射线探伤是I级。用于压力容器、承压管道相应强度等级低合金钢及强度型低合金钢与耐热型、低温型低合金钢之间的焊接。
或308焊条。506焊条是一种低氢钾型高韧性低合金结构钢焊条,可用于交直流焊接,适用于焊接较重要的低合金高强度钢结构。308焊条是一种纯镍成分的铸铁焊条,主要用于铸铁的焊补。有良好的润湿性和熔深性,能够有效地修复铸铁件的缺陷和裂纹。
铸铁焊接,建议采用专业的铸铁焊接,不要胡乱用工艺去焊接,很容易出现裂纹,甚至让裂纹继续延展,造成不可挽回的损失。焊条的话,建议选用MG289,焊条接正极,这种焊条,热输出量很少,强度挺高,作为铸铁焊接修复,是个很好的选择。
506焊条能焊铸铁吗
1、用506是可以 的,用气保焊也是可以 的。
2、铸铁焊接,建议采用专业的铸铁焊接,不要胡乱用工艺去焊接,很容易出现裂纹,甚至让裂纹继续延展,造成不可挽回的损失。焊条的话,建议选用MG289,焊条接正极,这种焊条,热输出量很少,强度挺高,作为铸铁焊接修复,是个很好的选择。
3、这个物品可以焊接铸铁。基于506焊条的材料和工艺特性,506焊条通常具有较强的粘附和熔合能力,能够有效地与铸铁材料结合,通过预热和保温等工艺措施,可以降低铸铁在焊接过程中的应力,减少焊接裂纹的产生,提高焊接的质量和成功率。
4、焊条理论上焊接钢板与铸铁是可以的,通过热焊工艺焊接更加保险一些。不过重要的铸铁设备如果需要加强钢板或者补钢板的话,最好是采用适合冷焊工艺焊接的WEWELDING777铸铁焊条焊接,小电流小规范,可以有效防止裂纹产生。
5、用506焊条 把熟铁螺丝母焊到铸铁上可以,不过最好是对铸铁做预热处理,然后焊接后保温一下,不然有容易裂纹的风险。如果工艺简单一些的话,就用WEWELDING777的铸铁焊条,冷焊工艺焊接会省却了预热保护的这个过程,不过这个焊条假的太多太多了,如果用假的话就不如用506的碳钢焊条了。
6、不可以。根据查询齐家网显示,使用506焊条会直接影响铸铁的冷却速度,对铁柱材料的使用性能有很大的影响,在焊接的过程中容易导致铸钢出现拉裂。506焊条成本高,焊铸钢成本高,焊铸钢选择J422的焊条来焊成本低,所以506焊条不可以焊铸钢。
")
")
")
")
")
")
")
")